ようやくダイヤルゲージを当てて漉き動画を撮れるようになりました。
ダイヤルゲージの針の動きがめっちゃ速くて1回転未満なのか+1回転してるのかわかりにくいです。
それよりこのTAKING801、802系はFortunaと比べるとベタ漉き時に危ないことが判明。かまぼこ板を厚くて幅広いものにしないと。これまでどんだけの左手人差し指の皮を漉いたのでしょうか。
ダイヤルゲージを当てる動画は今後もっと撮影し、ちゃんと説明します。
ようやくダイヤルゲージを当てて漉き動画を撮れるようになりました。
ダイヤルゲージの針の動きがめっちゃ速くて1回転未満なのか+1回転してるのかわかりにくいです。
それよりこのTAKING801、802系はFortunaと比べるとベタ漉き時に危ないことが判明。かまぼこ板を厚くて幅広いものにしないと。これまでどんだけの左手人差し指の皮を漉いたのでしょうか。
ダイヤルゲージを当てる動画は今後もっと撮影し、ちゃんと説明します。
【注意】2022年5月現在、価格を3倍に吊り上げて売ってるようになったので買ったらダメです。4万円くらいが払ってよい商品代+送料です。
モータードライバにパルス発生器から信号を入れて動かしてみたけど、何ミリ動かしてるか全然わからないし、リミットスイッチもないので、XかYの反復削りくらいしか使わんなこれ、速度調節やりにくいし、実速度も不明。
ラズパイやArduino付けてる人居るよな…というところでFACEBOOKグループで教えられたスタンドアローンドライバを思い出して検索
つい数日前にアップされた動画、門型フライス高速スピンドルにつけてる、「ほぼMach3と操作性は同じで大好きまた買うしお勧め」というのを信じポチッた。
…1秒もしないうちに「そういや送りのバックラッシュ補正の話してなかったな…」調べるとその機能はないんだそうで。わたしがNCいじってたのは麻生首相だったころまでなので忘れるわな。
こちらのアメリカの方はこの機械を買ったもののバックラッシュ補正以前に「インチモードがないのかよ!」
連絡してアップデート希望を伝えたものの、どうやらこの製品の開発陣はフットワークが軽いわけではなさそう。
【届いてチェック後更新】ファームウェア20210831最新のが入ってるのが届いた。新しいファームウェアではバックラッシュ補正可、Machine congifurationのAutoGMで設定できるらしい情報を掴んだ。ところが、AutoGM設定の中身を説明しているマニュアルが存在しないらしい。まだ見ていない。
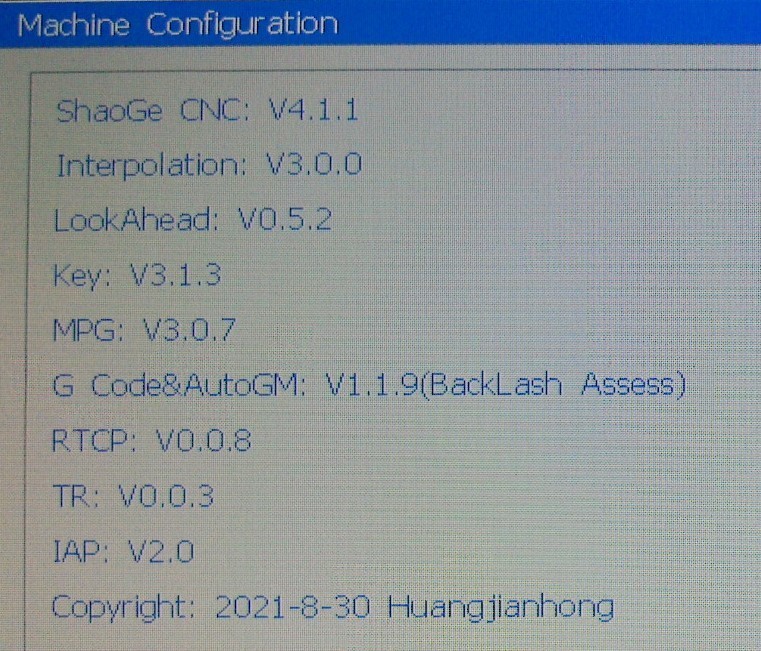
しかしそのファームウェア請求メールには基本返事しないし、他の連絡法がない、ってのが現時点の共通した理解らしいです。自力でこの最新ファームウェア上でのバックラッシュ補正設定を探してみましたが見つかりませんでした。ウソの機能広告で売るだけ売って逃げるつもりかも、と思います。
バックラッシュ補正以外で、一般にNC機はそれぞれGコードの読み方にクセがあるそうですが、この装置で通るGコードはかなり少ないっぽいです。
CNCコントローラーを当方みたいにcad/camで使うつもりがなく、座標移動や短軸自動送りだけで使おうと思う人なんてあまり居ないと思います。機械がダブルボールねじでバックラッシュ極少、Gコードを理解でき、因数分解みたいに単純化してこのデバイスで使える限られたGコードに落とし込むことができれば買ってもよいかと、それ以外の方にはまったくお勧めしません。

上のはテンキーが付いてるので、特定の座標にジャンプ移動のとき入力しやすいからな、と思い、後発の下のはテンキーが方向キーと共用でダメと思ったんですが、バックラッシュ補正はあるし、ソフトウェア的に優れていそう、マニュアルも丁寧。
ただ、まだ買っているのは人柱モードの人たちでちょい評価待ち。
PCで無理にNC機械を動かす時代ではもうない。作図(CADCAM)だけPCでやり、こういう機械にファイルを読ませて、という。
一連の動画で操作ちゅう、つい画面にタッチしてしまうの面白い。上のはすべてタッチ無効、スワイプスクロールもピンチもできません。
インチのアメリカ市場を無視して製品展開する時代になったのも驚き。
平行してステッピングモーター制御に使うパルス発生器の基板実装スイッチのハックとトグルスイッチへの交換。2つのうちひとつは可変抵抗も外しました。

z軸のテストしていたら、スライドの上端、従来はそこまで上がっていなかったとこでキツくなって止まりボールねじが抜けました。ネジの締め方が足りてなかったかと思いましたが、ネジ入ってなくて、ロクタイトだけで留めてました。648は嵌め合い勘合用ですがなかなかの強度です。

ロックタイトが硬化したあとでネジを締めました。

ミシン用サーボモーターは速度可変がリターンバネで戻る仕様なので、バネを外し、レバーにプランジャーを仕込んで、それのボールがカチカチ止まる波板をボールエンドミルで作りました。2ミリだと思います。

主軸ベルトが行方不明になり、奥のトレイと壁の間から落ちてしまってたので、切り子ガードを作りました。素材はトラック泥除けEVAシートです。

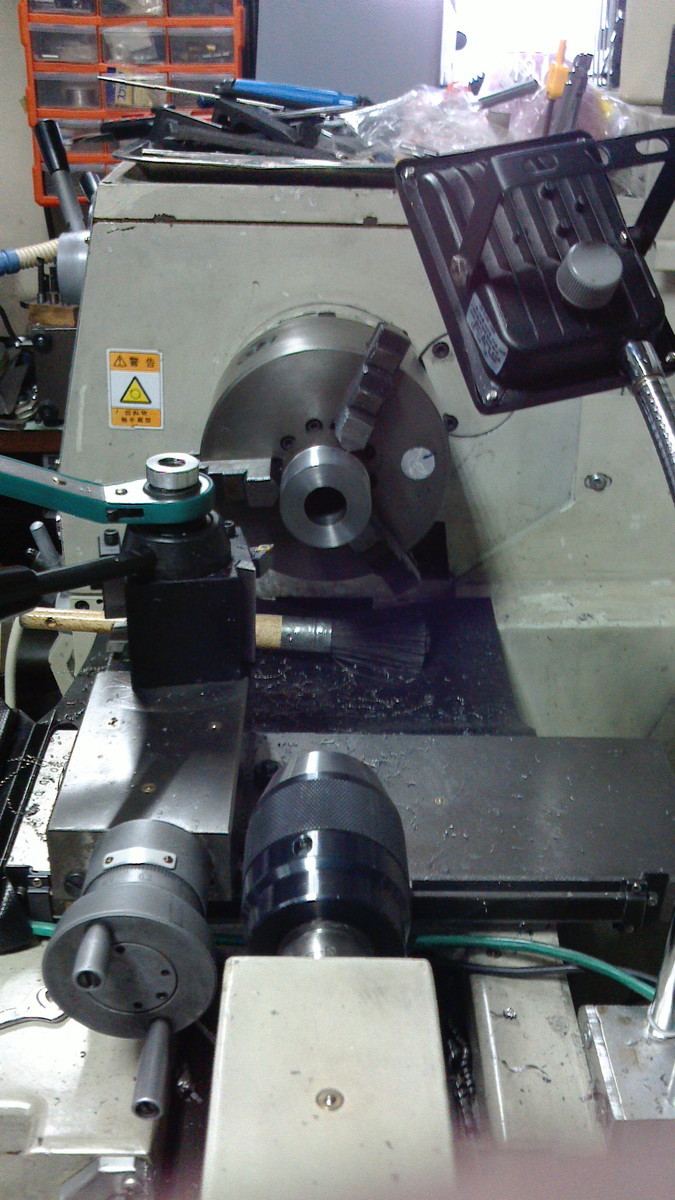
手前側もトレイに溜まった切り子が縁に引っかかって回収しにくいので、EVAシートを敷きました。チリトリに掃きだせます。すごく掃除しやすそうですね。あと青い回転計をつけています。緑や赤のほうが視認性が高いと思います。プーリーが同径だからミシンサーボモーターの最高回転数3350rpm=主軸の最高回転数です。アルミ切削なら以前よりキレイな切削ができそうです、切り子を払うクーラントぶっかけ前提≒箱入れ必須ですけどね。
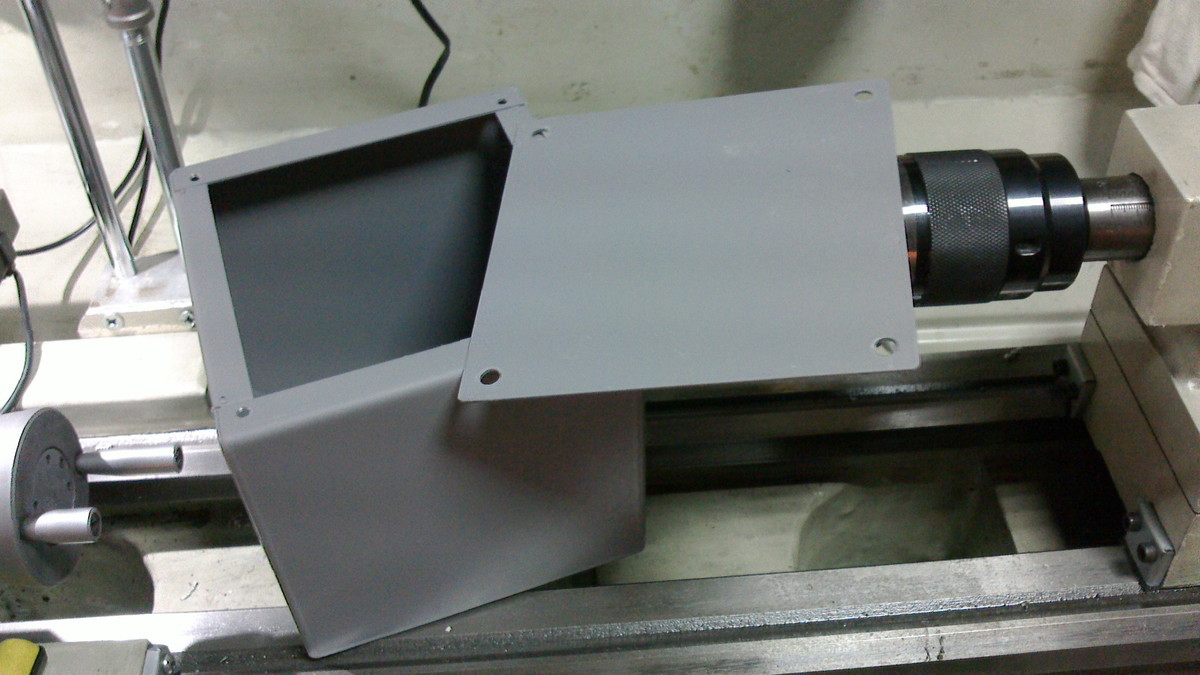
主軸モーターの向こうにある網箱はミニPCで昔はMach3でのCNCを駆動していました。脱調することもあるステッピングモーターでのNCはお腹いっぱいなので今はもうしたくなくて、付けるならDROです。

耐油耐熱ラバーシートのテーブルカバーです。

T溝に切子が溜まると掃除が大変です。ハサミでラバーシートを切り出すだけでそれを回避できるんですよ。旋盤ほどでないにしろ熱いのが落ちてくる確率が高いここにはEVAシートはよくないですね。

かんたんな形状。
コラム補強やり直しで250x250mm、t=14のss400板を定盤とコラムにボルト留め、定盤にはミニフライスベースをボルト留めにしてみましたが、剛性自体はさほど改善しなかったです。コラムの根本の取り付けも弱いですが、コラムも幅100ミリと細いからしなってるようです。コラムが傾かず4本のボルトでベースに留める新しいタイプのコラムも同様な寸法で、肉厚が2倍くらいありますが、それでもコラムがブレるそうで、肉厚増しだけでは断面係数がさほど改善しないのでしょう。解決には100x100、肉厚6ミリくらいのスチール角パイプをコラムの裏側に立て、ベースになる16ミリくらいの鉄板に溶接して作ったほうがよいと思います。もしくは建物にコラムとベースを固定してしまうというのもめちゃくちゃ効くそうですがまるで横浜の動くガンダム笑
ボールねじをz軸スライドの右側からセンター前側に移設したのはよい結果、モーターを3相1kwからミシンサーボ550wに交換したのと相まって、ヘッドがz軸の動きにつられ首振る現象がほぼ消失しました。これは、従来の右側配置ボールねじ(市販キット品です)でGIB調整ネジが隠れてしまい実質調整ができなかった問題が解決できたせいも大きいです。
スライド中心の前にボールねじを配置する構造のキットは今は売ってる人が居るようです。ただし、これのもとデザインは15年ほど前にオープンソースで図面を配布し自由に作っていいよ、だったので今キットを売ってる人はオープンソースにタダ乗りで稼いでる気がします。
これからミニフライスを購入しようと思ってる方はX2はz軸がもとはラックアンドピニオン、コラム剛性も低いからやめたほうが良いです。まともに使えるようにするのに手ぇ入れる覚悟があるのならここの記事を読んでみてください。
SCM435生材で、熱持つのでクーラントかけつつやったら調子よい。ただ、かけ流しなのでチップトレイに溜まったクーラントの始末と、主軸側取付ボルト穴から垂れるのなんとかしないと。

クーラントガードは保護面のポリカ板をタブレットアームに付けています。上にもガードが要ります。
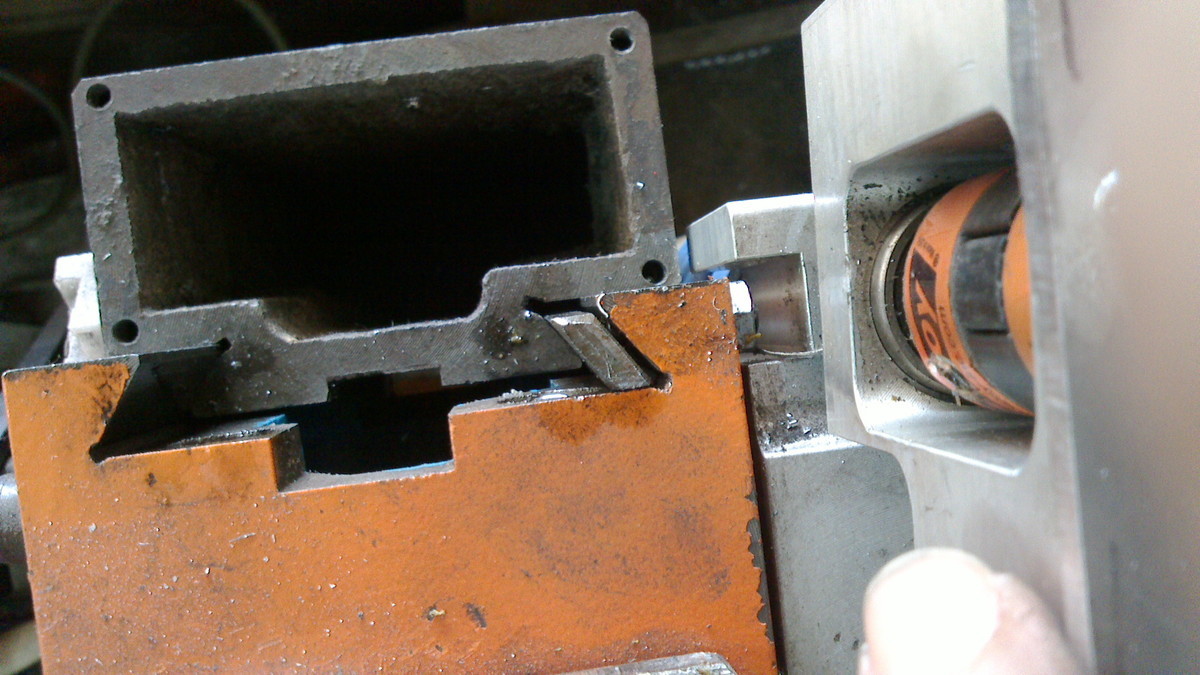
ボールナット固定ボルトのタップ開け、最初のひと穴がボール盤バイスに咥えるのだめで、斜めになって入らず。あとの5穴は精密バイスの出番でした。



ボールナットホルダにスリップオンさせるため掘ったタイミングプーリー。1ミリスチールのベルトガイドだけでチャックに咥えて曲がるので、最後に振れを確認してひと皮剥いて完成。

ここで帰る気分だったのだけど、なぜか体が動きました。上画像下側のA7075板を切って、

穴センターを取ってφ36に拡大、ボールねじホルダと接触せず貫通できる大きさ。
ひっくり返して表裏沈め加工。スラストベアリングの輪がはまります。


仮組してみたら、ロックリング付きリングナットが途中までしかネジ込めないので、追いネジ切り決定。マスターしておいたほうがよい。位置合わせが全て。

ここが山という作業がなく、ずっと上り続けてるみたいな作業。この先もチャチャッとはいかないようです。
旋盤は入替えて正解、大きいものを回せるし、カウンタみつつ目標寸法に近づけるのに慣れ、結構役立つ。
うちのX2は15年くらい前に買って家に設置、NC化で主軸最高速クーラント掛けっぱなしでA7075ブロックから削り出しってのをやってました。
ガレージに移動したあとはPCの世話が面倒でワンオフ切削部品の必要がなかったのもあり、ほぼ手削りしかしなくなりました。アルミ合金NCの薄皮すこしずつぶん回して掻きとるような切削では大丈夫なんですが、スチールを太目のエンドミルでゴリゴリだと剛性が足りずに全然削れないんで使用頻度がさらに減ってていました。
モーターの低速トルクが出てないんで余った1kw三相モーターをのせてみました。

トルクは出ててゴリゴリいけるように。ブレますし、Z軸を上げ下げする折り返しの動作で刃先がY軸方向にシフトします。目でみてわかるくらい。
コラムを上から撮影したものです。ボールねじはスライドの右側にあります。GIB調整ネジがボールねじホルダに覆われてしまうので調整するには、

ヘッドがコラムから半分突き出すまで上げて、M12だかの六角穴ボルトを内側からはずす羽目になります。
こんな面倒なGIB調整してもグラグラは治りませんでした。マイクロゲージを当ててコラムをゆすってみたらヘッドとコラムのゆすられはともかく、ベースとコラムも動いています。
まずコラム補強やりなおし。

A7075で補強していたのですが、補強をチューニングしても手で動かすとダイヤルゲージが動きます。
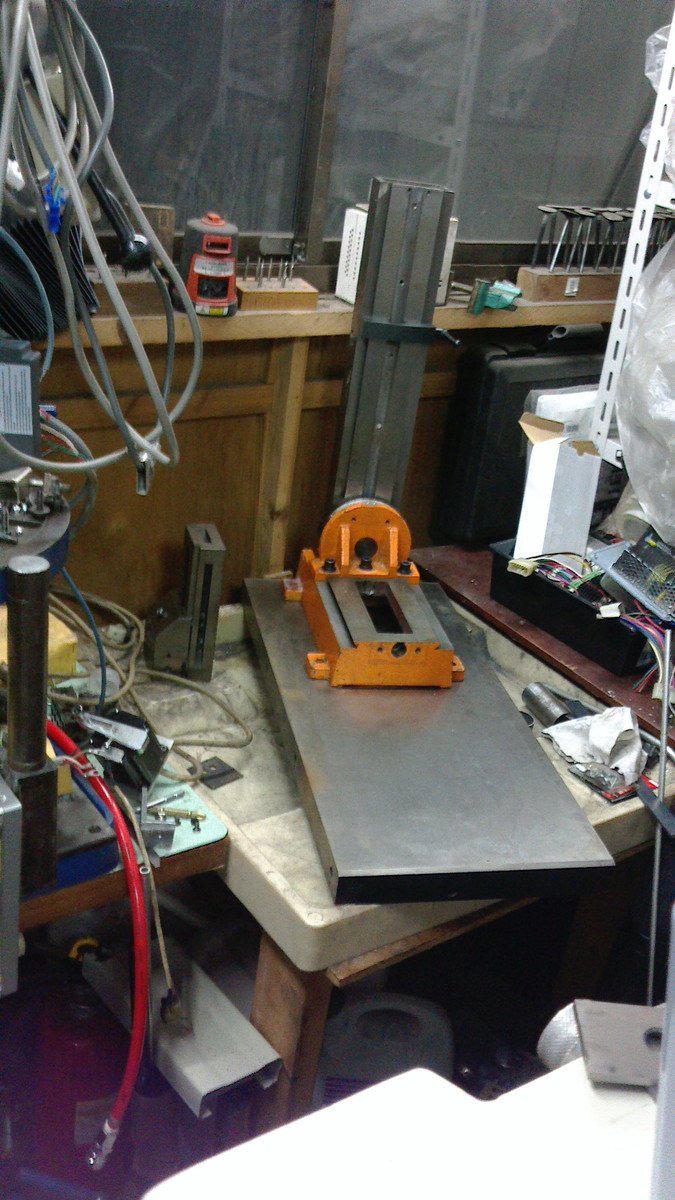
定盤に固定、コラムと連結補強にはSS400フリープレート幅250ミリを使うことにしました。
定盤デカすぎるの、苦労せずに切断する道具ないのでこのまま使うか、と当初考えたのですが、プラズマカッターで上面を切断、裏のリブは切れないのでそこだけレシプロソーかディスクグラインダーで切るという手順を思いつきました。ここで中断、別の作業に移ります。
ボールねじを側面に配置しているのが一番まずいので、別のところに付けることに決めました。

コラム背面にボールねじを配置すべ、と最初考えましたが、前面配置にします。15年経つとボールねじの形状や流通が激変してて、一式5000円で買えました。昔のはアメリカのもの(製造は別かも)で、今回は中国製。

ネジは固定、ボールナットを回すデザインです。

ブラケットの中の穴にボールねじを側面から押しネジで固定、両端の2穴にボルトを通しヘッド上面に固定です。ボールナット周りの製作、玉スラストベアリング2つとM35ロックナットがつくボールナットホルダを旋盤で作る作業への着手はまだです。
もうひとつは三相モーターが重すぎかつオフセットしているのがダメですね。ミシン用サーボモーターが1つ余ってるのでハックを試みましたが、調速自在とはいきませんでした。


このへんやな、と当たりをつけ、ブラケットを製作。廃材が混ざっています。


途中ですが、つづき記事を近いうち書きます。
X2は剛性が低く、スチールゴリゴリには不向き、かといって主軸の最高回転数は3000も回らないのでアルミ合金の薄皮剥くような軽負荷切削にも向いておらず、剛性はX1のほうがマシとか。X2よりデカいですがBF20あたりがいいんじゃないかなと思います。テーブル幅70cm。
100kgあたりの卓上フライスではどう頑張っても剛性不足は否めなくて主軸MT2くらいが相応、16ミリエンドミルの全幅を当てて鉄をゴリゴリしたければギアヘッド(オイル潤滑)の機械になりますが…
サイズ的にデカいのは勘弁なのでなんとかX2で軽切削だけはできるようにしとこうというわけで。
水溶性切削液をポンプで掛けるやつ、10年以上前にミニフライスCNCだったときのマグネットポンプを使う。CNCフライスと違い一時間以上自動で削ることなどはないので、循環はさせない。
小さめのプールボックスを流用します。液体が漏れないがっちり1.6ミリ厚スチール製

旋盤が少々グレードアップしたのでφ15の棒からニップル製作のハードルが低くなった。

ボックス内部に入る側にスリット。底に向けて液面が低くなっても吸えるよう。

最終的には右の自在ホースにつなげるんです。

上達しない溶接。ポジショナはつかみにくいので使いませんでしたが、この塗装は通電するみたいで、ポジショナで真面目にやったほうがよかったかも。

てなわけで溶接ピンホールがあり、追溶接しました。

1リットル1000円しない切削液は15年もの、水と混ざりにくくなってます。ポンプの配線も終わり、ホースも用意し、準備が整ったので新しい切削液を注文しました。すんなり希釈できるのは製造後2年くらいか。循環させないかけ流しでも当方の旋盤使用頻度では変質するまえに使いきることはなさそうです。ミシンオイルのボトルなのは元のボトルが変質してフタ部分がわれたからですいや捨てろよその時点で。ミシンオイル成分がわずかに混ざったので水と混ざりにくいのかも。

AN-10がちょうどの寸法で、余りのホースが使えそうです。圧はかからないのでネジ込みホースエンドは使いません。
これを見つける前に注文したシリコンホースでいいか小さく曲がるし。

新しい切削液は色が薄く、15年ものはどんだけ変質してんだか。あっさり水と混ざり、タンクに投入。

出ました。スタンドの後ろに隠れているコックで流量調整して使います。