平行してステッピングモーター制御に使うパルス発生器の基板実装スイッチのハックとトグルスイッチへの交換。2つのうちひとつは可変抵抗も外しました。

z軸のテストしていたら、スライドの上端、従来はそこまで上がっていなかったとこでキツくなって止まりボールねじが抜けました。ネジの締め方が足りてなかったかと思いましたが、ネジ入ってなくて、ロクタイトだけで留めてました。648は嵌め合い勘合用ですがなかなかの強度です。

ロックタイトが硬化したあとでネジを締めました。

ミシン用サーボモーターは速度可変がリターンバネで戻る仕様なので、バネを外し、レバーにプランジャーを仕込んで、それのボールがカチカチ止まる波板をボールエンドミルで作りました。2ミリだと思います。

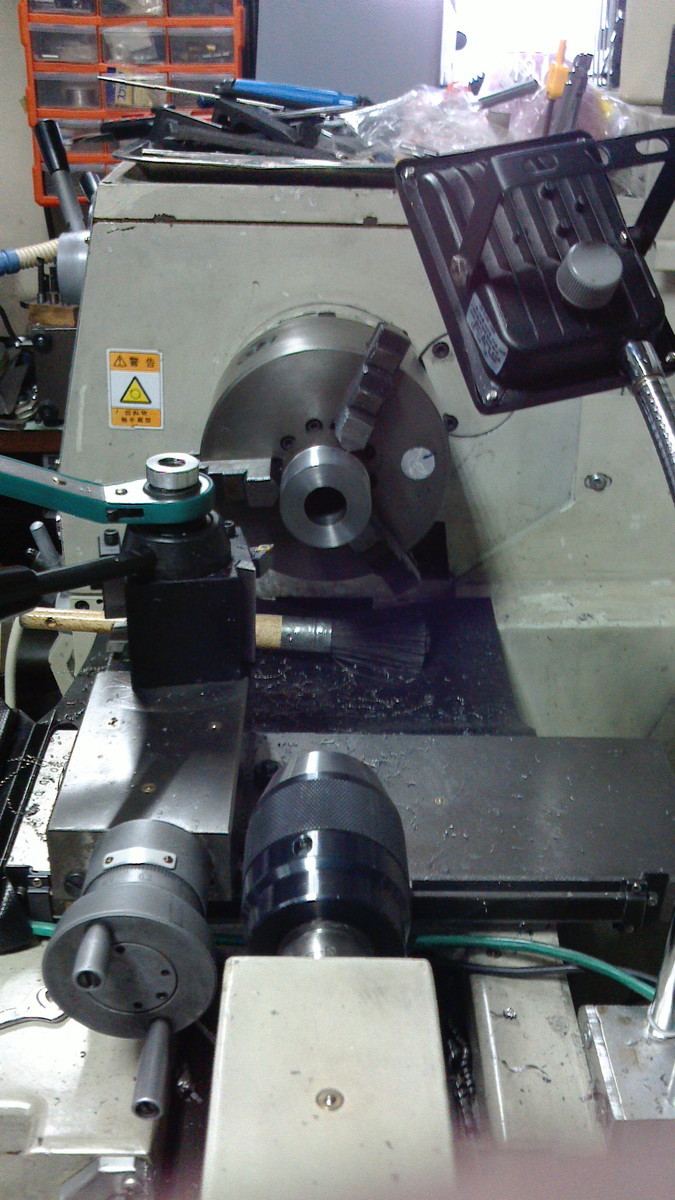
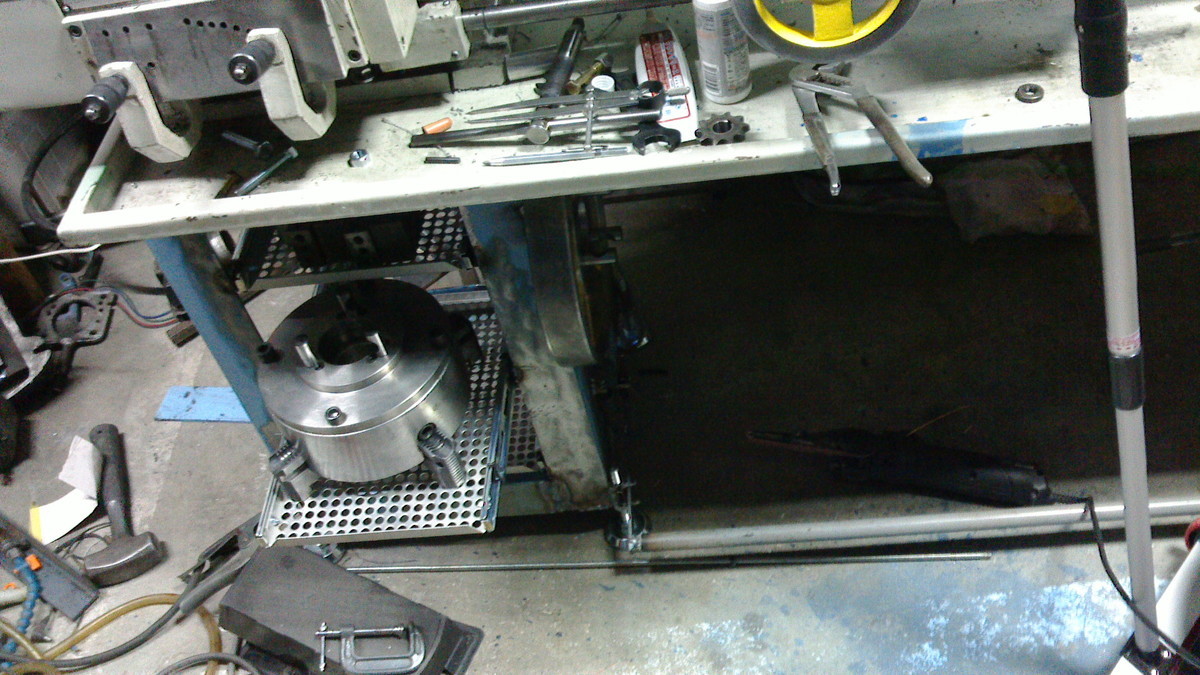
主軸ベルトが行方不明になり、奥のトレイと壁の間から落ちてしまってたので、切り子ガードを作りました。素材はトラック泥除けEVAシートです。

手前側もトレイに溜まった切り子が縁に引っかかって回収しにくいので、EVAシートを敷きました。チリトリに掃きだせます。すごく掃除しやすそうですね。あと青い回転計をつけています。緑や赤のほうが視認性が高いと思います。プーリーが同径だからミシンサーボモーターの最高回転数3350rpm=主軸の最高回転数です。アルミ切削なら以前よりキレイな切削ができそうです、切り子を払うクーラントぶっかけ前提≒箱入れ必須ですけどね。
主軸モーターの向こうにある網箱はミニPCで昔はMach3でのCNCを駆動していました。脱調することもあるステッピングモーターでのNCはお腹いっぱいなので今はもうしたくなくて、付けるならDROです。

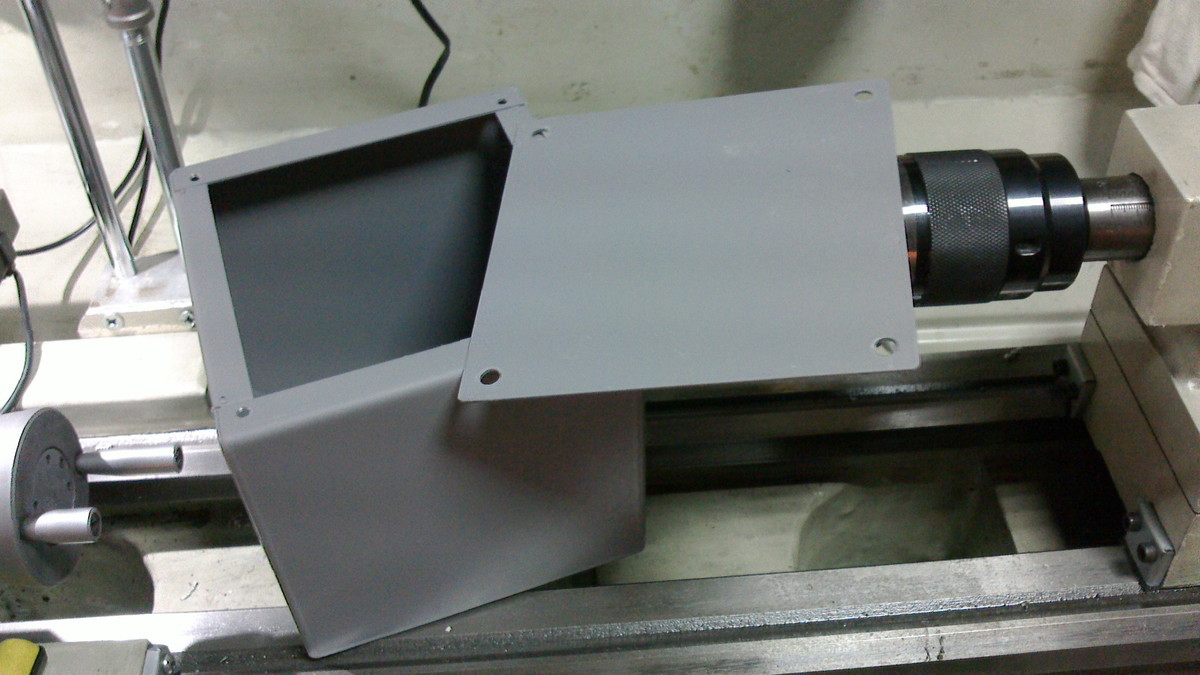
耐油耐熱ラバーシートのテーブルカバーです。

T溝に切子が溜まると掃除が大変です。ハサミでラバーシートを切り出すだけでそれを回避できるんですよ。旋盤ほどでないにしろ熱いのが落ちてくる確率が高いここにはEVAシートはよくないですね。

かんたんな形状。
まとめ
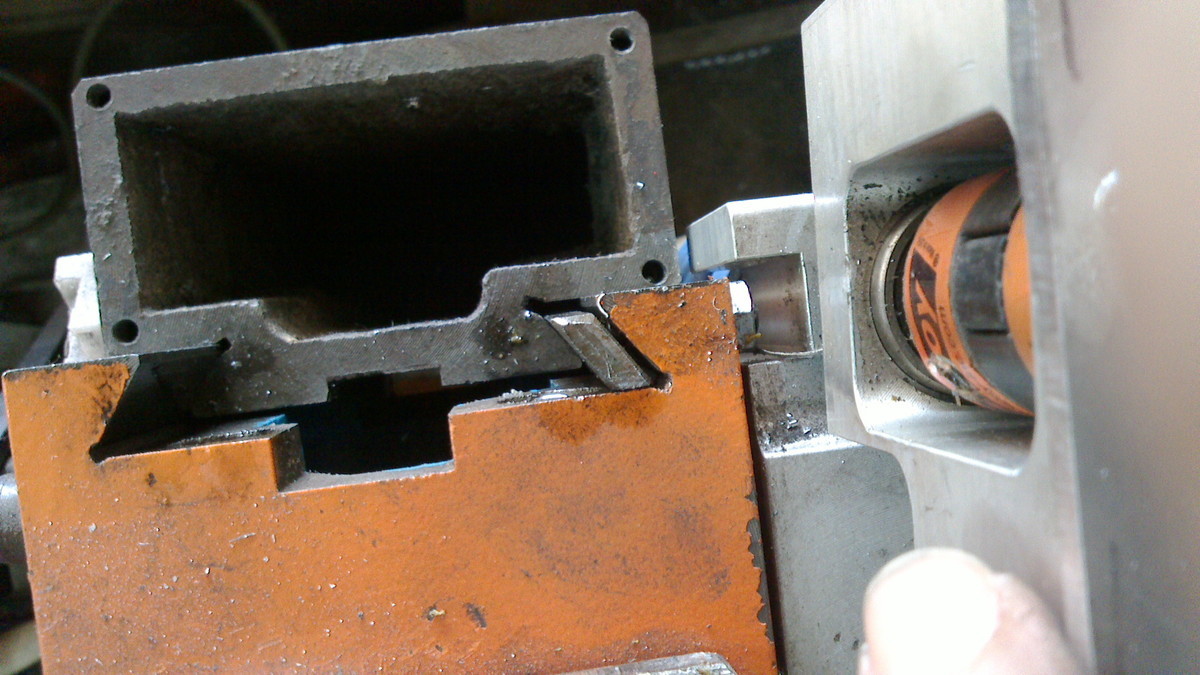
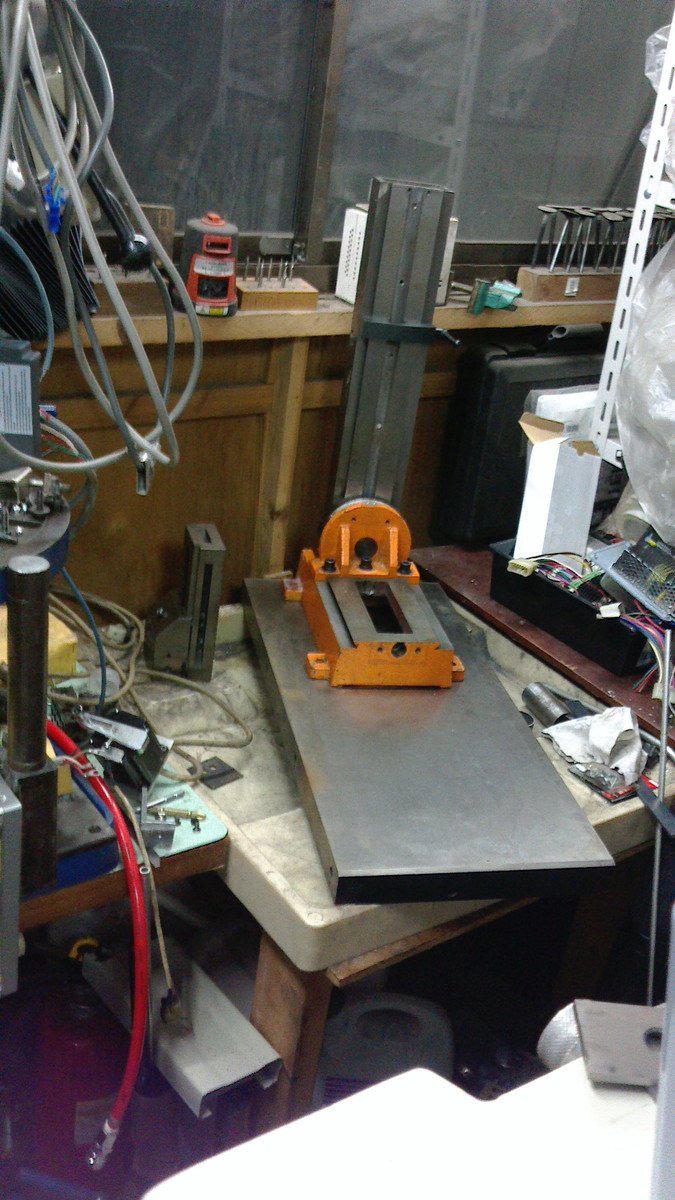
コラム補強やり直しで250x250mm、t=14のss400板を定盤とコラムにボルト留め、定盤にはミニフライスベースをボルト留めにしてみましたが、剛性自体はさほど改善しなかったです。コラムの根本の取り付けも弱いですが、コラムも幅100ミリと細いからしなってるようです。コラムが傾かず4本のボルトでベースに留める新しいタイプのコラムも同様な寸法で、肉厚が2倍くらいありますが、それでもコラムがブレるそうで、肉厚増しだけでは断面係数がさほど改善しないのでしょう。解決には100x100、肉厚6ミリくらいのスチール角パイプをコラムの裏側に立て、ベースになる16ミリくらいの鉄板に溶接して作ったほうがよいと思います。もしくは建物にコラムとベースを固定してしまうというのもめちゃくちゃ効くそうですがまるで横浜の動くガンダム笑
ボールねじをz軸スライドの右側からセンター前側に移設したのはよい結果、モーターを3相1kwからミシンサーボ550wに交換したのと相まって、ヘッドがz軸の動きにつられ首振る現象がほぼ消失しました。これは、従来の右側配置ボールねじ(市販キット品です)でGIB調整ネジが隠れてしまい実質調整ができなかった問題が解決できたせいも大きいです。
スライド中心の前にボールねじを配置する構造のキットは今は売ってる人が居るようです。ただし、これのもとデザインは15年ほど前にオープンソースで図面を配布し自由に作っていいよ、だったので今キットを売ってる人はオープンソースにタダ乗りで稼いでる気がします。
これからミニフライスを購入しようと思ってる方はX2はz軸がもとはラックアンドピニオン、コラム剛性も低いからやめたほうが良いです。まともに使えるようにするのに手ぇ入れる覚悟があるのならここの記事を読んでみてください。